
Polymaker PolySonic PLA: Snabb med högkvalitativ utskrift
Under de senaste åren har vi sett ganska drastiska förändringar i hastigheten på 3D-utskrift. Men inte mycket har gjorts för att anpassa filamentet till höghastighetsskrivarnas specifikationer. Vi har nu skrivare som enkelt kan skriva ut i över 500 mm/s, och ändå använder vi fortfarande den traditionella PLA för det. Den vanliga PLA fungerar dock inte alltid bra vid höga flöden.
Vår egen ecoPLA kan enkelt skriva ut i 500 mm/s. Men 500 mm/s betyder inte alltid 500 mm/s. Många skrivare kan skriva ut i 500 mm/s så länge modellen inte är för komplex. För komplexa modeller med många utskriftsrörelser eller branta former begränsar skrivarens accelerationsförmåga den maximala hastighet som kan uppnås för att säkerställa anständig kvalitet.
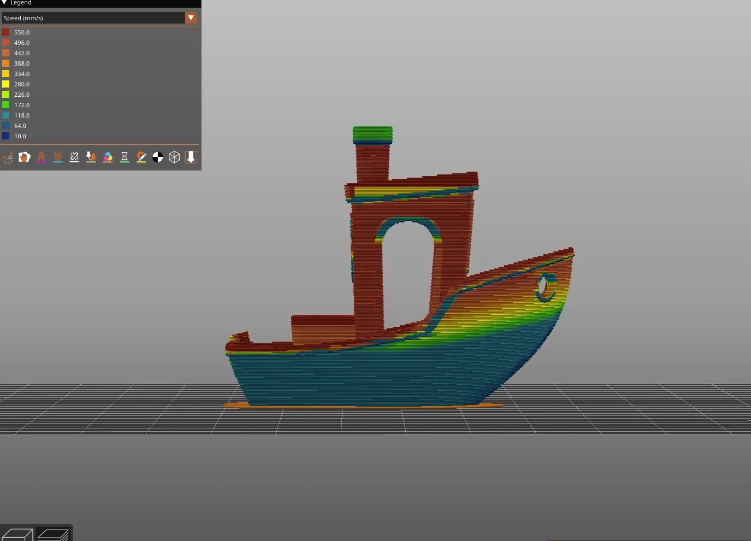
Ta en titt på den här bilden. Här har vi den klassiska bänken med en maxhastighet på 550 mm/s. Allt i rött är i toppfart, men det finns andra hastighetsvärden också. Här har vi begränsat hastigheten av kvalitetsskäl. Du kommer att märka den blå färgen som representerar ett brant överhäng vid fören. Överhäng är kvalitetsdödare, lagren här placeras inte direkt över föregående lager, utan i vinkel. Det betyder att de inte är helt stabila och komponentkylningen måste stelna dem så snabbt som möjligt annars kommer de att röra sig lite när nästa lager kommer, vilket resulterar i dålig kvalitet. Här har vi sänkt hastigheten så att komponentkylan kan göra detta adekvat.
Om din skrivare begränsar hastigheten för att den inte klarar höga accelerationer kan något liknande hända, och snäva kurvor blir de första som får sin hastighet reducerad. Titta vad hög hastighet kan göra med din älskade Benchy:

Båda dessa scenarier orsakar ett annat problem. Ju längre filamentet stannar i värmen (det vill säga när hastigheterna är lägre), desto mer värme kan den absorbera från värmeblocket. Även om detta är en bra sak när det gäller flöde, leder det faktiskt till en intressant effekt. Varmare filament ser blankare ut, svalare filament ser mattare ut. Och när dessa effekter kombineras kan det resultera i en randig effekt som kan beskrivas som "Shark Skin" på det färdiga trycket, vilket inte ser speciellt bra ut. På bilden nedan kan du se vad jag menar, ena halvan trycktes i 100mm/s och den andra i 500mm/s, den ena är blank och den andra är matt, kontrasten är lätt att se.

Så nu vet vi att höga hastigheter kan påverka utskriftsresultatet genom att inte ge filamentet tillräckligt med tid att svalna och skapa fula effekter när höga hastigheter helt enkelt inte är möjliga på grund av modellens geometri.
PLA i allmänhet är inte en lätt filament att kyla ner. Inte många filament har detta problem. Sedan 3D-skrivare började använda PLA har vi alltid krävt 100 % kylning, till skillnad från PETG, ABS, ASA och andra som kräver högst 50 % kylning eller i vissa fall ingen kylning alls.
Den självklara lösningen är ett bättre kylsystem. Men eftersom höghastighetsskrivare inte gillar extra vikt på sina rörliga komponenter (vid ytterligare eller mer robusta fläktar), är detta inte alltid fördelaktigt. Vissa skrivare har nu fläktar på ramen istället för skrivhuvudet för att minska vikten. Neptune 4-serien har fläktar på portalen som endast flyttas av Z-axelns motorer för växlingar och Z-hopp, andra skrivare som Voron-skrivare kan lägga till CPAP-fläktar, som är kraftfulla fjärrfläktar som flyttar luft genom en slang till skrivhuvudet. Men de flesta skrivare har fortfarande fläktar på skrivhuvudet. Även med extra ventilation finns det i slutändan en gräns för hur effektiva de kan vara.
Och även om kylningsproblemet är löst, kan vi fortfarande ha problemet med varierande matningshastigheter som orsakar den randiga effekten på en tryckt del.
Så vad mer kan vi göra? Vad sägs om modifierad filament som kan kylas enklare och effektivare och där färgförändringen inte märks vid olika matningshastigheter? Det verkar som att vi har något sådant nu.
Polymaker PolySonic PLA
Polymakers nya PolySonic PLA är lämplig för högt flöde. Den kan skriva ut upp till 29 mm³/s. Det betyder att om du skriver ut med ett 0,4 mm munstycke kan du nå hastigheter på upp till 500 mm/s när du skriver ut med en lagerhöjd på 0,14 mm eller mindre. Om du vill ha högkvalitativa utskrifter i hög hastighet är denna filament för dig.
För det första är PolySonic en högflödesfilament. Det smälter snabbt i hotend, vilket är precis vad du behöver för högt flöde. Filamentet ska smälta och minska sin viskositet så snabbt som möjligt för att minimera motståndet, vilket kan få din stegmotor att snubbla och tappa steg. Å andra sidan, eftersom den absorberar värme snabbt, kan den också avleda den snabbare, vilket gör kylningen mer effektiv. Medan det finns andra högflödesfilament, är PolySonic designad för hög kvalitet vid hög hastighet och till skillnad från dessa filament kan den enkelt eliminera hajhud.
Vi testade den på vår Anycubic Kobra 2 Pro , en skrivare som kan skriva ut upp till 500 mm/s med en acceleration på 20K, mycket imponerande, speciellt med tanke på priset.
Vi ville testa denna filament till det yttersta och kunde skriva ut en benchy av ganska bra kvalitet på 13 minuter. Det ska sägas att vi verkligen maxade detta, vårt flöde var 30mm³/s så vi var precis över gränsen - se här.
Vi testade också en plötslig förändring i filamentets hastighet för att visa hur väl den kan bekämpa Shark Skin, och detta är resultatet.

Som tidigare är hälften 100 mm/s och den andra hälften är 500 mm/s. Absolut ingen förändring i färg, Shark Skin är helt eliminerad.
Vi bestämde oss också för att köra ett mer realistiskt test på Kobra 2 Pro med detta filament. Tryckningen var klar på 16 minuter och det här är vad vi fick. Inget shark skin, bra överhäng, bra broar, snygg rak skorsten, inte dåligt alls. Om du vill se den fullständiga tryckta versionen kan du se den här .
Om du vill uppnå samma resultat på din Kobra 2 Pro har vi samlat de fullständiga inställningarna åt dig i tabellen nedan.
Prusa Slicer-inställningar för höghastighetsbänken på Kobra 2 Pro med Polymaker PolySonic PLA:
| Layer height | 0,25 mm |
| First layer height | 0,28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5% gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Broar 100 % 25 % överlappning: 2 % 50 % överlappning: 20 % 75 % överlappning: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max printing speed | 500 mm/s |
| Nozzel temperature | 205C |
| Bed temperature | 60C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Lager 107: M220 S40 Lager 139: M220 S60 Lager 163: M220 S20 |
Relaterade produkter
-

Anycubic Kobra 2 Pro
- 1,2 GHz Cortex-A7 dual-core processor
- Dual Gear Direct Drive Extruder
- Dubbla Y & Z-axlar
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- Höghastighetsfilament
- Snabb extruderingshastighet
- Utmärkt lagervidhäftning
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- Höghastighetsfilament
- Snabb extruderingshastighet
- Utmärkt lagervidhäftning
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- Höghastighetsfilament
- Snabb extruderingshastighet
- Utmärkt lagervidhäftning
Senaste artiklarna:
- Lightning Infill: Hur man sparar material, tid och vikt!
- Tips för utskrift av colorFabb CorkFill
- YouTube Episode: Polymaker PolyDryer: Revolutionising Filament Drying and Storage!
- YouTube-avsnitt: Från fysiskt till digitalt: Budget 3D-skanner Battle Royale!
- Att köpa en 3D-skrivare - detta bör du överväga
Upptäck 3DJake:
-
Sverige: Fri standardfrakt från 1 099 kr
-
Gratis
returer Mer än 10.700 produkter
Vi levererar över hela världen till över 40 länder
